题目内容
(请给出正确答案)
[主观题]
M功能不能编程变化量(如尺寸、进给速度、主轴转速等),只能控制开关量(如冷却液开、关,主轴正、反转
M功能不能编程变化量(如尺寸、进给速度、主轴转速等),只能控制开关量(如冷却液开、关,主轴正、反转,程序结束等)。()
 如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
M功能不能编程变化量(如尺寸、进给速度、主轴转速等),只能控制开关量(如冷却液开、关,主轴正、反转,程序结束等)。()
如搜索结果不匹配,请 联系老师 获取答案
 更多“M功能不能编程变化量(如尺寸、进给速度、主轴转速等),只能控…”相关的问题
更多“M功能不能编程变化量(如尺寸、进给速度、主轴转速等),只能控…”相关的问题
第1题
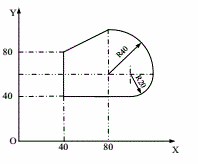
用φ10mm的立铣刀铣削工件轮廓,起刀点为(0,0),工件尺寸及加工路线如下图所示,试按相对坐标完成数控铣削手工编程,I、J、K为圆弧起点相对其圆心(圆心指向起点的矢量)的X、Y、Z坐标值的地址符(主轴转速为600r/m,进给速度为150mm/min,机床具有刀具半径补偿功能)。
第2题
第4题
第5题
A.地址代码
B.进给功能字
C.准备功能字
D.主轴速度功能字



为了保护您的账号安全,请在“赏学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 赏学吧
微信搜一搜
赏学吧
赏学吧
微信搜一搜
赏学吧













