题目内容
(请给出正确答案)
[判断题]
精密机床主轴套筒外圆的精磨,最好是在与主轴装配后进行,这样可以保证套筒外圆在主轴上的径向圆跳动误差达到最小。()
 如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
 更多“精密机床主轴套筒外圆的精磨,最好是在与主轴装配后进行,这样可…”相关的问题
更多“精密机床主轴套筒外圆的精磨,最好是在与主轴装配后进行,这样可…”相关的问题
第2题
第7题
某机床主轴材料为38CrMoAlA,需渗氮处理。在进行该主轴工艺路线设计时,渗氮处理应安排在()
A.粗加工前
B.粗加工与半精车之间
C.半精车与粗磨之间
D.粗磨与精磨之间
第10题
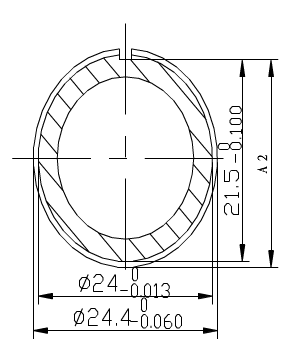
如下图所示花键套筒,其加工工艺过程为:先粗、精车外圆至尺寸 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 ,试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
,试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。



为了保护您的账号安全,请在“赏学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 赏学吧
微信搜一搜
赏学吧
赏学吧
微信搜一搜
赏学吧













