题目内容
(请给出正确答案)
[主观题]
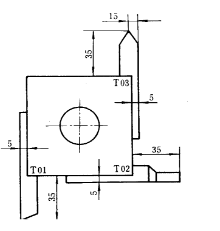
编出下图所示工件的加工程序。要求:毛坯为Φ70*120mm的棒料,零件加工完毕要求切断,试编写零件的加工程序。可选用车刀:T01(外圆粗、精加工车刀)、T03(4mm刀头宽的切断刀)、T04(60°外螺纹车刀)。
编出下图所示工件的加工程序。要求:毛坯为Φ70*120mm的棒料,零件加工完毕要求切断,试编写零件的加工程序。可选用车刀:T01(外圆粗、精加工车刀)、T03(4mm刀头宽的切断刀)、T04(60°外螺纹车刀)。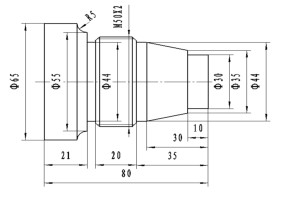
 如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案


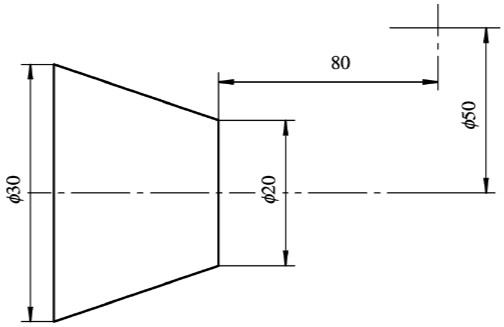
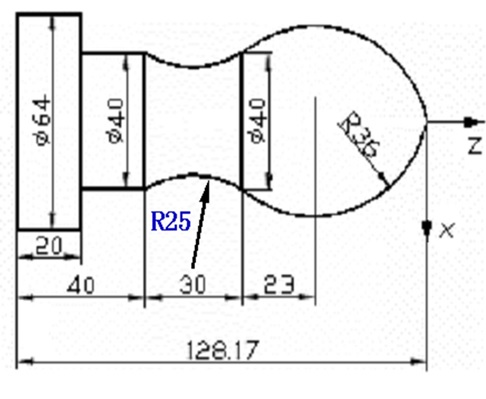
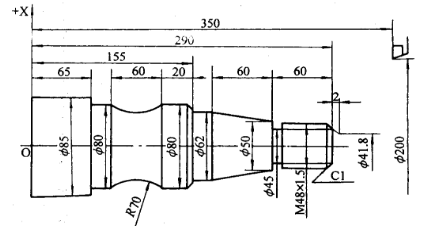 提示:加工该零件外圆面时,刀具轨迹如下图所示。
提示:加工该零件外圆面时,刀具轨迹如下图所示。