题目内容
(请给出正确答案)
[主观题]
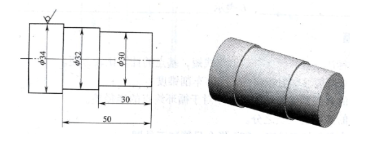
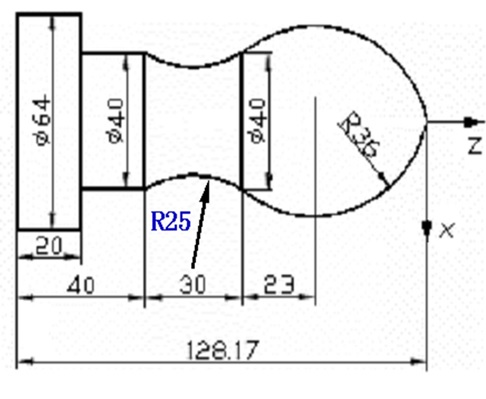
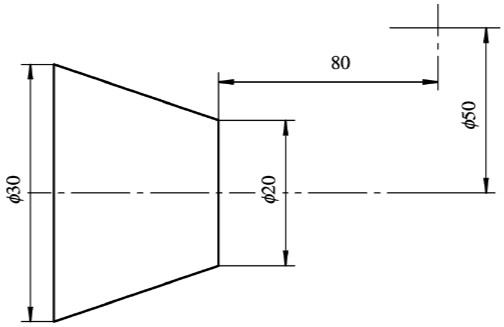
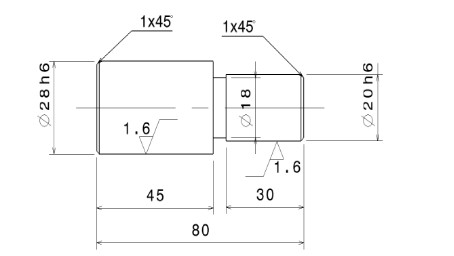
编出下图所示工件的加工程序。要求:毛坯为Φ50的棒料,先用外圆粗车刀T01粗车(G71),再进行精加工(G70),最后用T03(4mm宽切断刀)切断。
编出下图所示工件的加工程序。要求:毛坯为Φ50的棒料,先用外圆粗车刀T01粗车(G71),再进行精加工(G70),最后用T03(4mm宽切断刀)切断。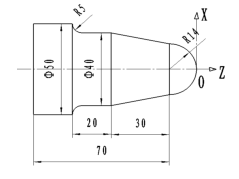
 如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
 更多“编出下图所示工件的加工程序。要求:毛坯为Φ50的棒料,先用外…”相关的问题
更多“编出下图所示工件的加工程序。要求:毛坯为Φ50的棒料,先用外…”相关的问题
第8题
复合固定循环G71适用于圆柱毛坯料粗车外圆和()毛坯料粗车内径.
A.棒料
B.圆筒
C.锻件
D.铸件
第9题
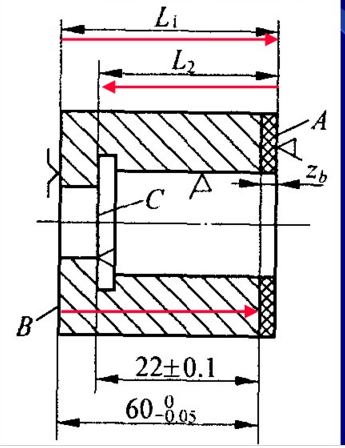
下图所示工件的部分工艺过程为:以端面B及外圆定位粗车端面A,留精车余量0.4-0.05+0.05mm,镗内孔至C面。然后以尺寸60-0.050mm定距装刀精车端面A。孔的深度要求为22±0.10mm。试求粗车端面A及镗内孔深度的工序尺寸L1、L2及其公差。
第10题
精度在it6,表面粗糙度在0.2μm以下的外圆表面通常采用的加工方案为()。
A.粗加工—半精加工—精加工—光整加工
B.粗车—精车—粗磨-精磨
C.粗加工—半精加工—精加工
第11题
上加工,零件的加工过程如下:①下料;②车端面,打中心孔;③粗车各面;④精车各面;⑤热处理;⑥研磨中心孔;⑦磨削外圆。



为了保护您的账号安全,请在“赏学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 赏学吧
微信搜一搜
赏学吧
赏学吧
微信搜一搜
赏学吧