题目内容
(请给出正确答案)
[主观题]
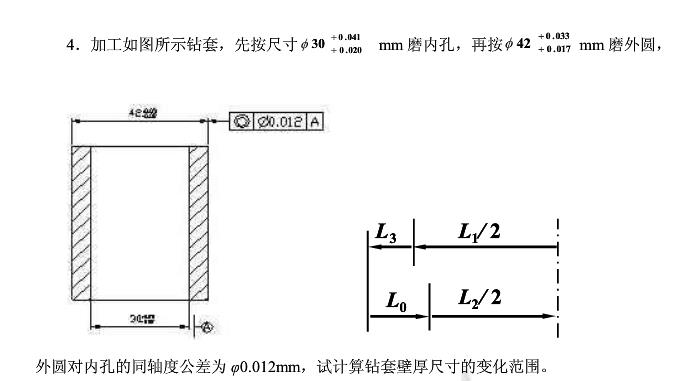
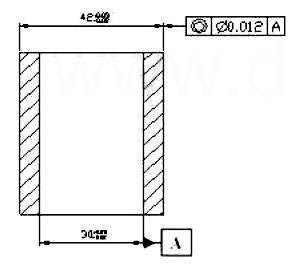
加工如图1所示钻套,先按尺寸磨内孔,再按磨外圆,外圆对内孔的同轴度公差为φ0.012mm,试计算钻套壁厚尺寸的变
加工如图1所示钻套,先按尺寸 磨内孔,再按
磨内孔,再按 磨外圆,外圆对内孔的同轴度公差为φ0.012mm,试计算钻套壁厚尺寸的变化范围。
磨外圆,外圆对内孔的同轴度公差为φ0.012mm,试计算钻套壁厚尺寸的变化范围。
 如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
加工如图1所示钻套,先按尺寸磨内孔,再按磨外圆,外圆对内孔的同轴度公差为φ0.012mm,试计算钻套壁厚尺寸的变化范围。
如搜索结果不匹配,请 联系老师 获取答案
 更多“加工如图1所示钻套,先按尺寸磨内孔,再按磨外圆,外圆对内孔的…”相关的问题
更多“加工如图1所示钻套,先按尺寸磨内孔,再按磨外圆,外圆对内孔的…”相关的问题
第4题
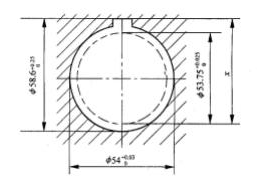
下图为在齿轮上加工内孔和键槽的有关尺寸,其加工顺序如下:
(1)拉内孔至D1=φ53.750+0.025mm;
(2)拉键槽保证尺寸x,这时的工序尺寸只能从留有磨削余量的内孔下母线标注;
(3)热处理(不考虑热处理后内孔的变形误差);
(4)磨内孔,保证设计尺寸D=φ540+0.03mm,考虑到磨孔后的中心(磨孔时是以齿轮节圆来定位的)不可能与拉孔中心重合,设同轴度误差为0.03mm,即e=0±0.03mm。试求拉键槽的工序尺寸x。
第5题
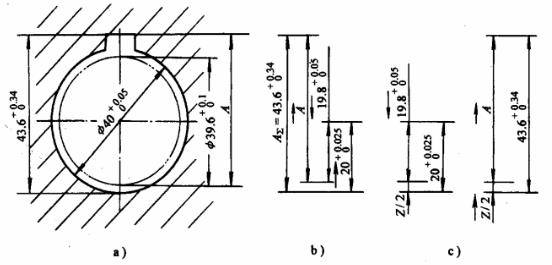
下图所示齿轮内孔孔径设计尺寸为φ400+0.05mm,键槽设计深度为43.60+0.34mm,内孔需淬硬。内孔及键槽加工顺序为(1)镗内孔至39.60+0.01mm; (2)插键槽至尺寸A;(3)淬火热处理;(4)磨内孔至设计尺寸φ400+0.05mm,同时要求保证键槽深度为43.60+0.34mm。试问:如何规定镗后的插键槽深度值A,才能最终保证得到合格产品?
第6题
工件在三个直径尺寸相同、位置相隔120°的短圆柱销上定位,加工内孔D,如图(a)所示。试计算加工后一批工件内孔D与外圆

第7题
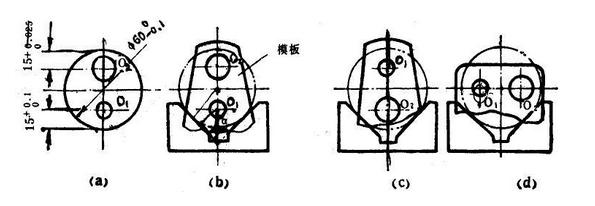
有一批工件,如图(a)所示,采用钻模夹具钻削工件上Φ5mm(O1)和Φ8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 (D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
第10题
A.钻孔-镗孔一粗磨一精磨一研磨
B.钻孔一扩孔一精铰
C.钻孔一拉孔
D.钻孔一扩孔一镗孔
第11题
A.钻孔—扩孔—精铰
B.钻孔—拉孔
C.钻孔—扩孔—粗磨—精磨—珩磨
D.钻孔—镗孔



为了保护您的账号安全,请在“赏学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 赏学吧
微信搜一搜
赏学吧
赏学吧
微信搜一搜
赏学吧