题目内容
(请给出正确答案)
[主观题]
粗磨一直径为50mm的外圆,工件材料为45号钢,其硬度为228~255HBW,砂轮速度为50m/s,试为上述磨削工况确定所用的砂轮特性。
 如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
如搜索结果不匹配,请 联系老师 获取答案
 更多“粗磨一直径为50mm的外圆,工件材料为45号钢,其硬度为22…”相关的问题
更多“粗磨一直径为50mm的外圆,工件材料为45号钢,其硬度为22…”相关的问题
第2题
在小批生产条件下,加工一批直径为φ20-0.010mm,长度为50mm的光轴,材料为45钢,表面粗糙度为Ra0.2um,试确定其加工方法。
第3题
在车床上精车一批直径为 60mm、长为1200mm的长轴外圆。已知:工件材料为45钢;切削用量为:
60mm、长为1200mm的长轴外圆。已知:工件材料为45钢;切削用量为: ;刀具材料为YTI5。在刀具位置不重新调整的情况下加工50个工件后,试计算由刀具尺寸磨损引起的加工误差值。
;刀具材料为YTI5。在刀具位置不重新调整的情况下加工50个工件后,试计算由刀具尺寸磨损引起的加工误差值。
第5题
用主偏角kr=45°的车刀车外圆时,工件加工前的直径为dw=60mm,加工后的直径为dm=50mm,工件的转速为n=240r/min,刀具沿工件的轴向进给速度是vf= 96mm/min。试求f、ap、vc。
第9题
A.粗车-半精车-粗磨-精磨-研磨
B.粗车-半精车-粗磨-精磨
C.粗车-半精车-精车-精细车
D.粗车-半精车-粗磨-精细车
第11题
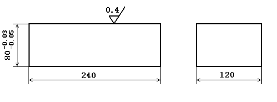
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。



为了保护您的账号安全,请在“赏学吧”公众号进行验证,点击“官网服务”-“账号验证”后输入验证码“”完成验证,验证成功后方可继续查看答案!

 微信搜一搜
微信搜一搜
 赏学吧
微信搜一搜
赏学吧
赏学吧
微信搜一搜
赏学吧













